 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


How a Color Separator Improves Sorting Efficiency in Modern Industries
2024-09-18
In industries like recycling, agriculture, and food processing, separating materials by color can be a crucial step to ensure product quality and efficiency. Enter the color separator, a game-changing device designed to automate and improve sorting processes. But how exactly does a color separator work, and why is it so important in modern manufacturing and production?
What is a Color Separator?
A color separator is an automated machine that uses advanced technologies like optical sensors and cameras to detect and sort items based on their color. These machines are primarily used in industries where distinguishing materials by color is necessary, such as:
- Recycling plants for separating plastics and glass.
- Agriculture for sorting grains, seeds, and fruits.
- Food processing to remove defective or discolored products.
- Textiles for sorting fabrics.
By identifying and classifying items based on color, these machines streamline the sorting process, reduce labor costs, and enhance the accuracy and quality of the end product.
How Does a Color Separator Work?
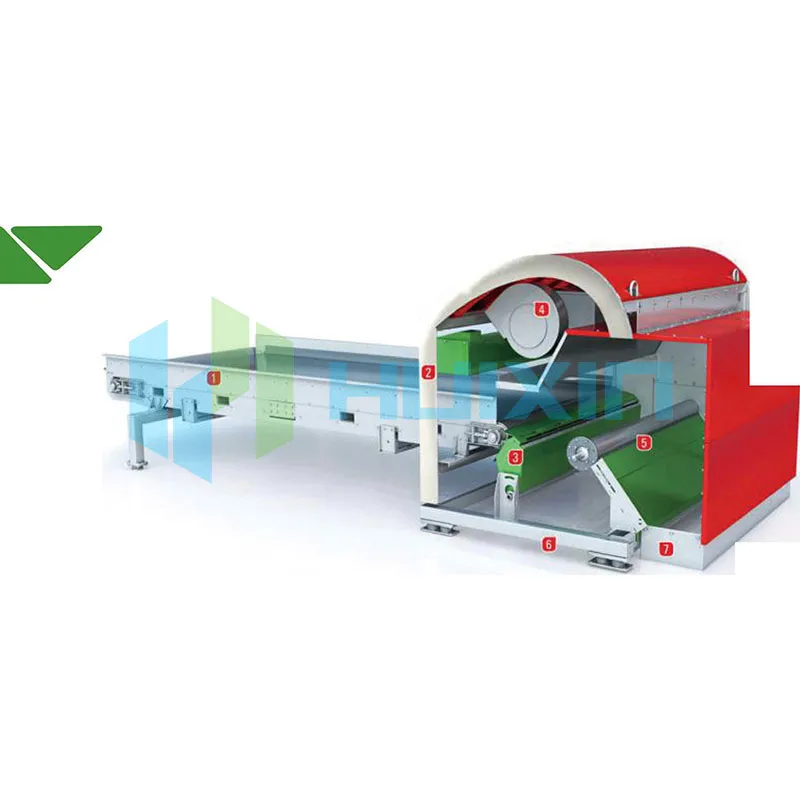
The working principle of a color separator revolves around optical recognition. Here’s a step-by-step breakdown of how it operates:
1. Loading the Material: The material to be sorted is fed into the machine, usually through a conveyor belt or a vibrating feeder.
2. Color Detection: As the material passes through the separator, it is scanned by high-resolution cameras or sensors. These sensors are capable of detecting slight differences in color shades, even in large volumes of materials.
3. Sorting Mechanism: The machine’s software processes the visual data and quickly determines which items match the desired color profile. Based on this, it activates air jets, mechanical arms, or gates that direct the items into different bins or streams.
4. Output: The sorted materials are collected, ready for further processing or distribution.
Why is a Color Separator Important in Various Industries?
1. Increased Sorting Efficiency:
Traditional manual sorting is time-consuming and prone to human error, especially in large-scale operations. A color separator can process thousands of items per minute, ensuring fast and precise separation. This greatly increases productivity in industries like recycling and food processing, where large volumes of material must be handled daily.
2. Enhanced Product Quality:
In sectors such as agriculture and food production, ensuring product quality is critical. A color separator helps to eliminate defective, discolored, or contaminated items from the final batch. For instance, in grain processing, the machine can remove spoiled grains, ensuring only high-quality products reach the market.
3. Cost Savings:
Automating the color sorting process reduces the need for manual labor, resulting in significant cost savings. While the initial investment in a color separator may be high, the long-term savings in operational costs, time, and improved accuracy outweigh the initial expenditure.
4. Sustainability:
Color separators play a crucial role in the recycling industry. By accurately sorting materials like plastics, glass, and paper based on color, these machines help ensure that each material is recycled properly. This contributes to a more sustainable manufacturing process, reduces waste, and supports the circular economy.
5. Adaptability:
Color separators are versatile and can be used across a variety of industries. Whether you need to sort food products, agricultural materials, or recyclables, the technology can be easily adapted to meet different needs. Modern color separators also offer adjustable settings, allowing for quick changes to accommodate various product types or color profiles.
Industries That Benefit from Color Separators
1. Recycling: Color separators are used to classify different types of plastics, glass, and paper based on color. This ensures that each material type is processed correctly, improving recycling efficiency and reducing contamination in the recycling stream.
2. Agriculture: In the agricultural sector, these machines help sort crops like grains, nuts, and seeds. By identifying and removing discolored or spoiled products, farmers can ensure only high-quality goods make it to market, improving food safety and customer satisfaction.
3. Food Processing: The food industry often uses color separators to remove defective or foreign objects from products like fruits, vegetables, and beans. This ensures food safety standards are met and reduces the likelihood of contamination.
4. Mining and Minerals: In mining, color separators help distinguish between different mineral grades based on their color, enhancing the purity of the extracted materials.
5. Textile and Paper: The textile industry utilizes color separators to distinguish between fabrics of different colors for further processing or recycling. Similarly, the paper industry uses these machines to sort colored paper from white paper in recycling applications.
Key Features to Look for in a Color Separator
When choosing a color separator, consider the following key features:
- High-Resolution Cameras: Look for machines equipped with high-resolution cameras or sensors capable of detecting even minor color differences.
- Adjustable Sensitivity: The ability to adjust the sensitivity of the machine is crucial for handling different types of materials and color shades.
- Fast Sorting Speed: The faster the machine, the more items it can process per minute, which is essential for large-scale operations.
- Durability and Maintenance: Opt for a model that is built to last, with easy access for cleaning and maintenance to ensure it operates efficiently over the long term.
- User-Friendly Interface: A simple control panel and software will make it easier for operators to adjust settings, monitor performance, and troubleshoot issues.
The color separator is a powerful tool that enhances efficiency, accuracy, and sustainability across various industries. Whether you’re in recycling, agriculture, food processing, or textiles, this innovative machine automates the sorting process by accurately identifying materials based on their color. As industries continue to move towards automation and efficiency, investing in a color separator can provide significant long-term benefits in terms of cost savings, improved product quality, and operational speed.
Fujian huixin environmental technology Co., LTD. (formerly name:quanzhou city licheng huangshi machinery co., LTD.) is a professional manufacturer that produce various kinds of environmental machine since 1989,which is committed to high-tech environmental technology research and innovation, product production, sales and maintenance. Our Products are waste incinerator, waste incinerator, mobile pyrolysis furnace, smoke treatment system, waste solidification processing system and ohter environmental equipment. Find detailed product information on our website at https://www.incineratorsupplier.com/. Should you have any inquiries, don't hesitate to contact us at hxincinerator@foxmail.com.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy